Предлагаемый способ позволяет определить минимальное время вулканизации резиновых смесей под давлением, гарантирующее отсутствие пор, путем использования для вулканизации массивного образца пресс-формы со сферической формующей полостью. Полученный свулканизованный сферический образец разрезают диаметрально и при наличии пор на срезе измеряют минимальный радиус зоны порообразования. Затем по предложенному соотношению определяют минимальное время вулканизации, гарантирующее отсутствие пор. Предлагаемый способ обеспечивает высокую точность определения минимального времени вулканизации резиновых смесей под давлением, гарантирующего отсутствие пор. 1 ил., 1 табл.
Изобретение относится к области вулканизации толстостенных резино-технических изделий, в частности к вулканизации шин, и предназначено для разработки режимов вулканизации и установки оптимальных режимов работы вулканизационного оборудования. Известен способ определения минимального времени вулканизации резины под давлением (ГОСТ 12535-78 "Смеси резиновые. Методы определения вулканизационных характеристик"), по которому вулканизуют тонкостенный образец при заданной постоянной температуре, одновременно определяют кинетику вулканизации на реометре фирмы "Монсанто" и в последующем по реограмме (зависимость "динамический модуль M д время ") определяют время достижения 15% от максимального значения M д, которое и принимают за минимальное время вулканизации (в дальнейшем по тексту мин). Однако, точность определения мин по данному способу недостаточна, так как применение тонких образцов не дает возможности учесть влияние диффузионных процессов на порообразование, имеющееся при вулканизации толстостенных резиновых изделий. Это происходит из-за того, что летучие продукты химических реакций, образующиеся при вулканизации резин, в тонких образцах сравнительно быстро диффундируют изнутри к поверхности, и при снятии давления, даже в недостаточно свулканизованных образцах пор, не наблюдаются. Наиболее близким по технической сущности является способ определения минимального времени вулканизации резиновых смесей под давлением, гарантирующего отсутствие пор, при котором в пресс-форме осуществляют вулканизацию массивного образца при заданных давлении, температуре и продолжительности нагрева, извлекают свулканизованный образец из пресс-формы, разрезают его, визуально определяют наличие пор в нем и определяют эквивалентное время вулканизации (Зыков М. В. "Технологические аспекты интенсификации режимов вулканизации автомобильных шин". Автореферат диссертации на соискание ученой степени кандидата технических наук. Москва. 1990 г. с.7-9, поступил в Российскую Государственную Библиотеку 26.12.90 г., рег. N 29068T. Несовершенством способа являются недостаточная точность в определении мин из-за дискретного изменения толщины различных образцов и значительная трудоемкость (необходима серия опытов). Техническим результатом изобретения является повышение точности определения минимального времени вулканизации резиновых смесей под давлением, гарантирующего отсутствие пор и снижение трудоемкости способа. Указанный технический результат достигается тем, что при осуществлении способа определения минимального времени вулканизации резиновых смесей под давлением, гарантирующего отсутствие пор, в пресс-форме осуществляют вулканизацию массивного образца при заданных давлении, температуре и продолжительности нагрева, извлекают свулканизованный образец из пресс-формы, разрезают его, визуально определяют наличие пор в нем и определяют расчетный показатель степени вулканизации, согласно изобретению вулканизацию массивного образца осуществляют в пресс-форме со сферической формующей полостью диаметром от 10 до 70 мм, полученный свулканизованный сферический образец разрезают диаметрально и, при наличии пор на срезе, измеряют максимальный радиус зоны порообразования и определяют минимальное время вулканизации, гарантирующее отсутствие пор, мин (r п) по соотношению:  < r п < R), мм; к - общая продолжительность нагрева резинового образца в пресс-форме, c; K - температурный коэффициент вулканизации, определяющий изменение скорости вулканизации при изменении температуры на 10 o C, выбираемый в пределах 1,6 - 2,4 в зависимости от состава резин и уровня температур, безразмерная величина; t(r п,) - изменение температуры в точке с координатой (r п) по времени (), o C; t экв - постоянная эквивалентная температура, к которой приводятся результаты неизотермической вулканизации, o C; при этом t(r п,) определяют по соотношению t(r п,) = t c ()-, где t c () - изменение температуры среды по времени, o C; - относительная избыточная температура, безразмерная величина;
< r п < R), мм; к - общая продолжительность нагрева резинового образца в пресс-форме, c; K - температурный коэффициент вулканизации, определяющий изменение скорости вулканизации при изменении температуры на 10 o C, выбираемый в пределах 1,6 - 2,4 в зависимости от состава резин и уровня температур, безразмерная величина; t(r п,) - изменение температуры в точке с координатой (r п) по времени (), o C; t экв - постоянная эквивалентная температура, к которой приводятся результаты неизотермической вулканизации, o C; при этом t(r п,) определяют по соотношению t(r п,) = t c ()-, где t c () - изменение температуры среды по времени, o C; - относительная избыточная температура, безразмерная величина;
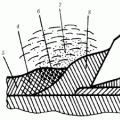
Предлагаемый способ поясняется фигурой, на которой представлен диаметральный срез сферического резинового образца. Предлагаемый способ может быть осуществлен следующим образом. Заготовку резиновой смеси помещают в предварительно прогретую пресс-форму со сферической формующей полостью диаметром 10 - 70 мм, состоящую из 2-х симметричных разъемных полуформ и содержащую прессующее приспособление. Прессуют заготовку под давлением P, величина которого должна быть не менее 10 H/м 2 , что превышает внутреннее давление летучих продуктов, образующихся в процессе вулканизации, и позволяет получить монолитный вулканизат. Пресс-форму с резиновой заготовкой помещают в пресс и производят вулканизацию при заданных давлении, температуре и продолжительности нагрева, осуществляя их контроль. Температура вулканизации испытуемых образцов может находиться, например, в интервале 140-200 o C, который включает практически весь диапазон изменения температур теплоносителей, используемых в производстве шин. Следует отметить также, что применение температуры нагрева ниже 140 o C может привести к необоснованному удлинению режима вулканизации, а использование температур, превышающих 200 o C, в большинстве случаев недопустимо из-за недостаточной температуростойкости резин. Приведенный диапазон изменения размеров сферической формующей полости пресс-формы диктуется необходимостью целесообразного выбора оптимальной продолжительности режима вулканизации при заданных температурах вулканизации. Применение образца диаметром более 70 мм приведет к необоснованному удлинению режима вулканизации, а использование образца диаметром менее 10 мм не обеспечивает достаточную точность определения r п на наблюдаемом срезе, так как для корректного определения min (r п) желательно соблюдать соотношение (R-r п) 3 мм. По окончании вулканизации извлекают свулканизованный сферический образец из пресс-формы, разрезают его диаметрально и, при наличии пор на срезе, измеряют максимальный радиус зоны порообразования (r п) (см. фиг.), далее определяют минимальное время вулканизации, гарантирующее отсутствие пор, мин (r п) по соотношению:
где r п - максимальный радиус зоны порообразования (0 < r < R), мм;
к - общая продолжительность нагрева резинового образца в пресс-форме, с;
K - температурный коэффициент вулканизации, определяющий изменение скорости вулканизации при изменении температуры на 10 o C, выбираемый в пределах 1,6 - 2,4 в зависимости от состава резин и уровня температур, безразмерная величина;
t(r п,) - изменение температуры в точке с координатой (r п) по времени (), o C;
t экв - постоянная эквивалентная температура, к которой приводятся результаты неизотермической вулканизации, o C. Указанное соотношение (1) позволяет определить эквивалентное время вулканизации резин (А.И.Лукомская, П.Ф.Баденков, Л.М.Каперша "Тепловые основы вулканизации резиновых изделий". Изд-во "Химия", Москва. 1972 г., с. 254). При этом t(r п,) определяют по соотношению:
t(r п,) = t c ()-, (2)
где t c () - изменение температуры среды по времени, o C;
- относительная избыточная температура, безразмерная величина;
t 0 - начальная температура образца, o C;
Величину определяют по соотношению:
где A n = (-1) n+1 2, (n=1,2,3,...), безразмерная величина;
R - радиус свулканизованного образца, мм;
п = n, характеристические числа (n=1, 2, 3...);
F o = (a)/R 2 - (критерий Фурье), безразмерная величина;
где a - коэффициент температуропроводности резиновой смеси, м 2 /с;
- текущее время вулканизации (0 < к), с. Приведенные соотношения (2) и (3) с достаточной точностью, позволяют оценить изменение температуры по времени применительно к сферическому резиновому образцу при его нагреве или охлаждении в зависимости от граничных и начальных температур, размеров и теплофизических характеристик материала, из которого он изготовлен (А.В.Лыков "Теория теплопроводности". Гос.изд-во технико-теоретической литературы, Москва, 1952 г., с.98). Причем, для корректного определения мин (r п) на наблюдаемом срезе сферического образца разница между радиусами R и r п должна составлять не менее 3 мм. Это необходимо для того, чтобы избежать влияния краевых эффектов и соответствующих погрешностей, связанных с дифффузией летучих продуктов. Пример. Резиновую смесь на основе СКИ-3 и СКД (70:30 м.ч.) с коэффициентом температуропроводности a = 1,61 10 -7 м 2 /с и начальной температурой t 0 = 20 o C вулканизовали в пресс-форме со сферической формующей полостью диаметром 50 мм (R=25 мм) (до снятия давления, равного 10 H/м 2) в течение = 1200 с при постоянной температуре нагрева t c , равной 155 o C. После снятия давления свулканизованный сферический образец извлекали из пресс-формы, разрезали диаметрально и, при наличии пор на срезе, измеряли максимальный радиус зоны порообразования (r п), равный в рассматриваемом примере 20 мм. Замеры делались на одном образце. Далее мин (r п) рассчитывали как функцию времени вулканизации (), радиуса свулканизованного сферического образца (R), максимального радиуса зоны порообразования (r п), критерия Фурье (F 0), температур (t c , t o , , t(r п,)) при температурном коэффициенте вулканизации K = 2 и t экв = 155 o C в соответствии с приведенными выше соотношениями (1), (2), (3). Данные, необходимые для расчетного определения изменения температуры по времени t(r п,) в контролируемом слое, ее значения и эквивалентные времена вулканизации F(r п,) при заданной эквивалентной температуре t экв = 155 o C, рассчитанные с шагом по времени, равным 300 с, сведены в таблицу. За минимальное время вулканизации исследуемой резиновой смеси под давлением, гарантирующее отсутствие пор, мин (r п) принимаем значение эквивалентного времени вулканизации F(r п,), соответствующее конечному моменту времени нагрева резинового образца к, т.е. мин (r п) = F(r п, к) = 7,7 экв.мин при t экв = 155 o C. Таким образом, применение сферического образца для определения минимального времени вулканизации резиновых смесей под давлением позволяет повысить точность способа за счет использования в качестве исходной характеристики максимального радиуса (r п) зоны порообразования, величина которой может изменяться непрерывно, в широком диапазоне значений, причем при использовании одного образца. Заявленный способ, в отличие от известного, позволяет определить минимальное время вулканизации резиновых смесей под давлением мин (r п), гарантирующее отсутствие пор, при исследовании только одного образца, что значительно снижает его трудоемкость.
Шиномонтажных мастерских становятся все больше и больше. Однако в дороге, как у велосипедиста, так и у автомобилиста, может возникнуть ситуация, когда колесо пробилось, а до мастерской далеко. У автолюбителя зачастую есть запасное колесо, а вот у водителя велосипеда такого колеса нет, и возникает необходимость вулканизировать камеру в пути.
Понятие о вулканизации
Вулканизация – это химический процесс, в ходе которого, сырой каучук, улучшая свойства материала в прочности и упругости, становится резиной. По сути, каучук может применяться, как специальный клей, для заделывания прокола в камере или покрышке. Процессы вулканизации резины бывают такими:
- электрическая;
- серная;
- горячая;
- холодная.
Виды резины
Резина один из немногих материалов, имеющих различную твердость. В зависимости от процентного содержания серы она бывает:
- мягкая – содержит до 3% серы;
- полу твердая – от 4 до 30% серы;
- твердая – более 30%.
Существуют также специальные струбцины с элементом нагрева. Такие устройства могут работать от бытовой сети 220В, от автомобильного аккумулятора, через розетку прикуривателя и от собственной батареи. Все зависит от исполнения каждого прибора. Данные струбцины просты в использовании, необходимо приложить латку из резины к камере, зажать и включить в сеть.
Серная вулканизация резины
Эта операция состоит из химической реакции, в ходе которой к каучуку присоединяют атомы серы. При добавлении до 5%, получается сырье для изготовления камер и покрышек. В случае склеивания двух элементов, сера, помогает соединять молекулы каучука, образовывая так называемый мостик. Данная процедура относится к горячему способу, но вряд ли получится ее проделать ее в походе или на трассе.
Горячая вулканизация
Каучук, как сырой материал, имеет свойство свариваться в единый состав при температуре 150 °С. Вследствие этого процесса, каучук становится уже резиной и в исходное положение вернуться не может. Благодаря своим возможностям каучук может исправить любые проколы и порезы в камере и покрышке.
Вулканизировать резину горячим способом нужно, только с применением пресса. Глубина и площадь пореза, подскажут, сколько времени нужно сваривать. Как правило, чтобы восстановить 1мм пореза, нужно 4 минуты варки. Соответственно если порез 4мм, то вулканизировать нужно 16 минут. При этом аппаратура должна быть разогрета и настроена.
Выполняя горячую вулканизацию при температуре выше 150С о, можно испортить каучук и ничего не добиться, так как материал будет разрушаться, и терять свои характеристики.
Использование струбцин или пресса, позволяет качественно залатать повреждение. После окончания работ следует убедиться, что в шве нет пустот или пузырьков воздуха. Если таковые имеются, нужно очистить место прокола от свежей резины и заново повторить весь процесс.
Для того, чтобы заклеить камеру в домашних условиях, горячим способом, необходимо выполнить следующее. Из сырой резины, нужно вырезать кусочек немного меньше, чем сама латка. Камера или шина зачищаются в месте повреждения несколько шире, до шероховатого состояния, после чего обезжириваются бензином. Подготавливая латку, нужно подрезать фаску таки под углом 45°, также зашкурить и обезжирить. После чего накрываем место пробоя заплаткой, зажимаем в тиски и нагреваем до нужной температуры.
Если растворить сырую резину в бензине, то можно получить специальный клей, для резины, применяя который повышается качество шва. Особое внимание следует уделять температурному режиму. Вулканизация производится при температуре 140 — 150 °С, если появился запах горелой резины, то значит заплатка перегрелась, а если она не слилась с общим изделием, то возможно не достигли нужной температуры. Во избежание прилипания резины к металлу, нужно проложить между ними бумагу.
Холодная вулканизация
В наше время воспользоваться этим методом не составляет труда, так как приобрести набор для ремонта можно в каждом магазине авто или вело запчастей. Комплектация такого набора может отличаться, но в каждом есть латки и специальный клей.
Процедура ремонта в этом случае похожа на горячий способ. Также нужно обработать поврежденную поверхность абразивом, удалить резиновую пыль и обезжирить. После высыхания нанести клей на камеру и приклеить заплатку. В этом случае играет роль не продолжительность прижатия, а его сила. Поэтому недостаточно будет просто придавить камнем, необходимо большее усилие.
Холодная вулканизация резины своими руками довольно-таки несложный процесс, который можно выполнить, где бы ни находился, если есть специальный набор. Однако сырая резина своими руками в домашних условиях не делается. Для таких работ нужно специальное оборудование.
Изготовление приспособления для вулканизации
Каждый вулканизатор имеет два основных элемента – нагревательную часть и зажимное устройство. В основе такого оборудования для обработки резины, может использоваться:
- утюг;
- «базарная» электроплитка;
- поршень от двигателя.
В приспособлении с утюгом, нагревательной частью является поверхность, которой в быту гладят. Если планируем использовать электроплиту, то нагревательную спираль следует закрыть, металлическим листом, а при работе нужно прокладывать бумагу между резиной и металлом. Такое устройство должно быть оборудовано терморегулятором, во избежание перегрева материала.
Прижимную часть вулканизатора проще всего сделать из струбцины. Наиболее простым в изготовлении будет устройство, состоящее из утюга и струбцины. Поскольку они оба металлические, соединить их при помощи дуговой сварки не составит труда. Утюг же имеет терморегулятор.
В вулканизаторе из поршня, также используется металлическая пластина. На нее укладывается резиновая камера. Поршень, своей гладкой частью, которая контактирует со взрывной смесью в двигателе, при помощи самодельного зажима, придавливает латку. Между поршнем и латкой, также прокладывается бумага. После чего в поршень заливается бензин и поджигается.
Такое устройство из поршня, особенно актуально в дороге, когда нет возможности подключиться к электрической сети. Однако такое устройство лишено терморегулятора, и контролировать температуру придется вручную.
Плюсы и минусы вулканизации
Основным достоинством процесса ремонта резины является то, что отремонтировать дешевле, чем купить новое. Однако каждая ситуация индивидуальна, поэтому важно определить спасет ли ремонт ситуацию.
Холодный способ достаточно прост в использовании, это не займет много времени, а затраты будут минимальными. Главный же минус такого способа, это ненадежность склеивания. Такая процедура является временной, и следует как можно быстрее обратиться на СТО.
Горячая вулканизация надежно сваривает резину, позволяет проводить такие работы при любой температуре и имеет невысокую стоимость.
Итак, выполнить ремонт камеры или покрышки можно разными способами, но лучше доверить эту работу специалистам, потому что это собственная безопасность.
Вулканизация толстостенных изделий
Вулканизация толстостенных изделий протекает при переменной температуре, при этом чем больше их толщина, тем больше продолжительность нагревания. Степень вулканизации резины при переменной температуре обычно оценивают по эквивалентному времени вулканизации – условной продолжительности вулканизации при постоянной температуре – которое необходимо затратить, чтобы получить резины, с такими же свойствами в условиях переменных температур реального процесса вулканизации.
При вулканизации температуры на поверхности и в центре толстостенных изделий неодинаковы. Если продолжительность процесса будет определяться условиями, необходимыми для обеспечения заданной степени структурирования в центре изделия, то поверхностные слои, особенно при эффективной теплопередачи, окажутся сильно перевулканизированными. Перевулканизация изделий с поверхности тем больше, чем выше температура вулканизации и тем больше толщина изделий, так как скорость прогревания изделий незначительно увеличивается с повышением температуры теплоносителя, а скорость вулканизации очень быстро. Для уменьшения неоднородности свойств при вулканизации тослтостенных изделий их не следует вулкнизировать при очень высокой температуре. Также не следует в процессе нагревания добиваться полной вулканизации заготовки по всей толщине. Для уменьшения неоднородности прогревания следует проводить ступенчатый нагрев или предварительно подогревать резиновую смесь. Для изготовления многослойных изделий, полученных сборкой из различных деталей, применяют резиновые смеси с различной кинетикой вулканизации. Резиновый смеси, предназначенные для изготовления внутренних деталей, должны обладать большой скоростью вулканизации.
При выборе режима вулканизации следует учитывать влияние основных технологических факторов на этот процесс, т.е. свойств среды, температуры и давления.
Среда вулканизации
Резиновые изделий вулканизируют в металлических формах или непосредственно в среде теплоносителя. При выборе теплоносителей необходимо знать не только их теплофизические свойства, но и их влияние на свойства резиновых изделий при контакте с ними.
При выборе вулканизационной среды также учитывают вид изделия, состав резиновой смеси, применяемое оборудование, особенности ведения процесса и другие факторы.
Температура
Большинство изделий вулканизируют при температуре 140-170 ºС, а в некоторых случаях – при 190-220 ºС. При использовании высоких температур появляется возможность сократить продолжительность вулканизации изделий и, следовательно, повысить производительность оборудования. Однако для толстостенных изделий при повышении температуры следует учитывать возможность перевулканизации изделий с поверхности, а также неравномерность их вулканизации по толщине. При интенсификации процессов вулканизации следует помнить, что иногда при повышении температуры ухудшаются свойства (качество) резин.
Давление
Вулканизацию резиновых технических изделий можно проводить под избыточным давлением и без давления. Большинство резиновых изделий вулканизируют под давлением. При этом улучшаются внешний вид и физико-механические свойства вулканизатов, а главным образом исключается их пористость, которая является причиной преждевременного разрушения изделий во время эксплуатации.
Для получения высококачественных изделий резиновые смеси необходимо вулканизовать под давлении, превышающим внутреннее давление в резиновой смеси.
Для того чтобы предотвратить появление пористости, в резиновые смеси вводят водо- и газопоглащающие вещества (гипс и оксид кальция), которые поглощают содержащуюся в смеси влагу, образуя достаточно стойкие химические соединения. Существенно уменьшение порообразования наблюдается при предварительном вакуумировании резиновых смесей в процессе формования в червячных машинах с вакуум-отсосом. Вакуумированные резиновые смеси можно вулканизовать без давления.
При вулканизации резиновых тканевых изделий давление оказывают большое влияние на глубину проникновения резиновой смеси в ткань; с увеличением глубины проникновения выносливость изделий к многократным изгибам повышается. Глубина проникновения резиновой смеси в ткань зависит от ее способности растекаться при нагревании, что в свою очередь определяется свойствами исходного каучука и компонентов, входящих в состав смеси.
Сера является наиболее распространенным вулканизирующим веществом для многих каучуков. Степень чистоты применяемой серы должна быть не менее 99,5 %. Равномерное распределение серы в смеси - необходимое условие для достижения оптимальных физико-механических показателей вулканизатов. Наличие в резинах свободной серы указывает на неправильную рецептуру смеси или на недовулканизацию. Суть процесса вулканизации заключается в образовании трехмерной сетчатой структуры из линейных макромолекул каучука при нагревании его, например, с серой. Атомы серы присоединяются по двойным связям макромолекул и образуют между ними сшивающие дисульфидные мостики, как показано на рис. 3.1. Сетчатый полимер прочнее и проявляет повышенную упругость - высокоэластичность. В зависимости от количества сшивающего агента (серы) можно получать сетки с различной частотой сшивки. Предельно сшитый каучук - эбонит - не обладает эластичностью и представляет собой твердый материал. Температура вулканизации должна быть выше температуры плавления серы (120 °С), но ниже температуры плавления каучука (180-200 °С).
Температура вулканизации, °С Напряжение при удлинении 130 8-9,5 133 3,5-8,0 143 6-11 160 4-6 143 П- 17 143 9 3-3,5 - 143 - 9,3 143 6,5 143 16,8-
Температура вулканизации.... ................ 336
Температура вулканизации оказывает очень сильное влияние на скорость присоединения серы к каучуку и скорость изменения физико-механических свойств каучука. При повышении температуры на 10 °С скорость присоединения серы в тонком слое каучука возрастает примерно в два раза. Этот коэффициент, характеризующий изменение скорости процесса при изменении температуры на 10 °С, называется температурным коэффициентом скорости вулканизации. В зависимости от типа каучука и ускорителей он изменяется в пределах от 1,8 до 2,8.
Сшитый каучук
Что касается переработки формованием, то для этого можно использовать обычные формы и прессы. Стандартная температура вулканизации составляет ~ 130 °С в течение 10-15 мин. Во избе--жание преждевременной вулканизации необходимо вводить наполнитель и закрывать формы очень быстро.
Односторонний обогрев и применение пара с давлением 0,6- 0,8 МП а особенно отрицательно сказываются на качестве камер из БК, для которых температура вулканизации не должна быть ниже 170-175 ПС. В этом случае лучшие результаты получаются либо при использовании пара с давлением до 1,6 МПа, либо при двустороннем обогреве, либо при использовании устройств зонного обогрева.
Плиты "гидравлического вулканизационного пресса обычно обогреваются паром, иногда горячей водой или с помощью электрического тока. Постоянная температура вулканизации при электронагреве поддерживается с помощью автоматического электронного регулятора типа ЭПД или электронной машиной Марс-200.
Процесс вулканизации обычно продолжается от нескольких минут до нескольких часов. На продолжительность вулканизации кроме состава резиновой смеси влияет температура вулканизации, размеры резинового изделия, а также способ нагревания и природа вулканизационной среды.
Основными техническими факторами, влияющими на процесс вулканизации и качество вулканизованных изделий, являются следующие: 1) природа вулканизационной среды; 2) температура вулканизации; 3) продолжительность вулканизации; 4) давление на поверхность вулканизуемого изделия; 5) условия нагревания.
... отрезано, скачайте архив с полным текстом!
ТЕОРЕТИЧЕСКАЯ МЕХАНИКА СТУДЕНТАМ!!!
Задачи по теоретической механике из сборника курсовых работ под редакцией А.А. Яблонского, Кепе, Диевского. Быстро, качественно, все виды оплат, СМС-оплата.
А также: Готовые решения задач по теормеху из методичек Тарга С.М. 1988 и 1989 г. и задачника Мещерского . Решение любых задач по термеху на заказ. Если Вам нужны решения задач по Физике из методички Чертова А.Г. для заочников, а также решебнки: Прокофьева, Чертова, Воробьёва и Волькинштейна. Решение любых задач по физике и гидравлике на сайте fiziks.ru
Что самое приятное на любом из этих сайтов Вы можете заказать решение задач по другим предметам: химия, высшая математика, строймех, сопромат, электротехника, материаловедение, ТКМ и другие.
СПИСОК ЛИТЕРАТУРЫ
1. Гармонов И.В. Синтетический каучук, 1976, 753 с.
2. Кирпичников П.А. Альбом технологических схем основных производств промышленности синтетического каучука, 1986, 225 с.
3. Шайдаков В.В. Свойства и испытания резин, 2002, 236 с.
1. в зависимости от величины модели выбрать обойму, учитывая, что в готовой пресс-форме расстояние от модели до краев пресс-формы должно быть не менее 8 мм.
2. обработать жесткой кистью с мыльным раствором внутренние части обоймы и металлические вкладыши, соприкасающиеся с сырой резиной, просушить обойму и вкладыши
3. мастер-модель перед формовкой промыть и просушить
4. поставить вулканизатор на разогрев до температуры 150°С. Температура разогрева не должна превышать 163°С.
5. две резиновых заготовки, соприкасающиеся с моделью, прогреть на плите вулканизатора для размягчения в течение 5-8 минут.
6. все полости модели, сложные изгибы проложить кусочками сырой резины, умять шпателем и прогреть вместе с заготовками
7. модель положить между двумя размягченными заготовками, при этом конус литника должен быть вровень с торцом резиновых заготовок, тщательно обжать во избежание непроформовки
8. вложить в обойму подготовленный пакет из резины с моделью. При этом литниковый конус модели должен плотно прилегать к обойме
9. нарезать заготовки резины по размерам обоймы. Количество слоев резины зависит от высоты обоймы и толщины пластин резины (3,2мм). Используются пресс-формы высотой 18мм – 6 слоев резины, 20мм – 7 слоев, 30мм – 10 слоев.
10. заполнить металлическими вкладышами обойму выше краев на 5-7 мм, после чего сверху и снизу проложить прокладочные металлические пластины и установить в пресс
11. при необходимости прогреть, не зажимая пресс, несколько минут, затем сжать обойму прессом полностью. Запрограммировать таймер пресса на необходимое время, исходя из расчета 10-15 мин на 1 слой резины
12. в течение 6-8 минут провести предварительную вулканизацию. Установить давление окончательной деформации на регуляторе из расчета 28-30 кг/смповерхности пресс-форм. Однако, оно не должно превышать усилия 100000 Н во избежание повреждений механических частей пресса
13. при правильно выполненной формовке излишек резины должен выйти из обоймы наружу
14. по истечении времени формовки обойму вынуть из пресса и охладить в воде, затем на воздухе в течение 20 минут.
15. охлажденную обойму разобрать, промыть водой, удалить налипшие остатки сырой резины, обрезать облой
16. после охлаждения резиновую пресс-форму запечатанной в ней моделью разрезают таким образом (зигзагообразно), чтобы не было смещения двух половинок формы при получении восковых моделей. В некоторых случаях дополнительно вырезают вкладыши, которые облегчают извлечение восковок, производят надрезы (выпоры) с лицевой поверхности для улучшения заполнения модельным составом тонких сечений полости пресс-формы.
Различают открытую и закрытую разрезки. При открытой разрезке резиновой пресс-формы пополам модель частично выступает в одной из половинок. При закрытой разрезке после разрезки модель находится под тонким слоем резины в одной из половинок.
Разрезка осуществляется в следующей последовательности:
1. определив по ризке на литнике положение модели в пресс-форме и воспользовавшись эскизом модели, делают надрезы от литника по периметру в обе стороны, вырезая фиксирующие зубцы высотой и частотой до 5 мм. Для облегчения разрезки пресс-формы скальпелем необходимо использовать разжимные плоскогубцы
3. осторожно освободить модель от резины
4. в разрезанной пополам пресс-форме следует сделать несколько надрезов, начиная от модели к краям формы, для выхода воздуха при восковании и для предотвращения деформации восковок при их извлечении
5. прочистить пресс-форму жесткой кистью с тальком.
Инструмент, оборудование, используемые материалы:
Резиновые пресс-формы изготавливают в металлических вулканизационных обоймах прямоугольной формы из быстропрогреваемого, не окисляющегося в воде и не прилипающего к сырой резине материала (алюминиевый сплав). Конструкция обоймы должна отвечать следующим требованиям: быстро и удобно собираться и разбираться, обеспечивать достаточную герметичность при вулканизации сырой резины, должна иметь широкие стенки, чтобы обеспечить достаточную прочность при действии давления резиновой массы от вулканизатора.

Стремянка вулканизации каучука
Силиконовый каучук
Крышка стремянки
Металлический конус
А. Отверстие в стремянке
В. Опорный шрифт конуса
Рис. 1 Вид и составные части собранной обоймы готовой для вулканизации
Вулканизационный пресс используется для прессования и вулканизации сырой резины, которую в обойме устанавливают между двумя нагретыми плитами.
Технические параметры вулканизатора EV 40N: (если вулканизатор другой, то это не писать!!!) - напряжение питания.................................220В, 50/60 Гц - внешние габариты ……длина 310мм; ширина 250мм; высота 550мм - рабочая плоскость...............................................170x240мм - максимальное расстояние между плитами...........80 мм - потребляемая мощность.......................................825 Вт; - вес.......................................................................35 кг; - диапазон температуры вулканизации …… от 50 до 200° С - дипазон времени вулканизации…………….от 1 до 99 мин
Температура и время вулканизации устанавливается и контролируется с помощью цифрового программатора. Две алюминиевые плиты нагреваются равномерно, что обуславливает качественное спекание резины. Максимальный размер пресс-формы 85х70 мм. Время и температура контролируются цифровыми компонентами для обеспечения точного соответствия параметрам, задаваемым производителями резин. В контрольную панель встроен специальный вентилятор, позволяющий быстро охладить штамп в автоматическом режиме, и тем самым быстро извлечь готовую матрицу из вулканизатора. Нагревающие пластины квадратной формы обеспечивают максимальное распространение тепла, свойство, позволяющее использовать вулканизатор с круглыми, прямоугольными или квадратными матрицами.
Формовоный скальпель – это нож с лезвиями хирургического типа со стальной или пластмассовой ручкой, в которой имеются пазы для закрепления сменных лезвий. Для разрезки формы применяют 3 типа лезвий: - прямые, заточенные с одной стороны; прямые, заточенные с двух сторон, и кривые.
Листовая пастообразная резина горячей вулканизации на силиконовой основе Econosil компании F.E. Knight Castaldo (США).Это силиконовые композиции, специально разработанные для технологии литья по выплавляемым моделям для производства высококачественного ювелирного литья. Для работы с такими резинами используются традиционные методы и оборудование. Пастообразные резины легко укладываются в форму, никогда не дают пузырей и при плотной укладке заполняют все пустоты, т.к. увеличиваются в объеме при вулканизации. Формы после вулканизации легко режутся лезвием скальпеля. Резины не воздействуют с материалом модели, что значительно улучшает качество поверхности. Для отделения восковок от резиновой формы, не требуется использования силиконового спрея – форма уже содержит компоненты, способствующие легкому отделению восковок от резины. Возможный недостаток, характерный для некоторых технических резин, не приспособленных специально для ручной укладки в форму, характерной для ювелирного производства – повышенная чувствительность к жирам. Кожный жир, всегда присутствующий на руках, может привести к расслоению готовой формы в месте прикосновения. Температуры вулканизации 140 –177°С из расчета 10-15 мин на один слой укладываемой резины.
Сборка «ёлки»
После изготовления восковых моделей переходят к сборке воскового дерева, для чего используют литники - восковые стояки, которые делают из отходов модельного состава от выплавки моделей или специальный (литниковый) воск, который при выжигании выгорает быстрее, чем другие воски данной «ёлочки». Это способствует свободному вытеканию восковых форм из опоки. Литник должен быть достаточно толстым (диаметром 5...7мм), чтобы жидкий металл мог достичь тонких частей модельной полости, прежде чем затвердеет. Он предназначен: для припаивания восковых моделей, удаления воска при вытапливании, отжиге, движения расплавленного металла в отдельную полость, подпитки отливок в процессе кристаллизации, уменьшения турбулентности расплава. Для лучшего заполнения формы, экономии драгоценного металла и снижения массы литниковой системы рекомендуется применять коническую форму стояка.
Путь прохождения металла в «елочке» должен иметь правильную форму, без изломов, с большими радиусами закругления, это поможет избежать турбулентности потока и благоприятствует выходу воска из затвердевшей формы. Частицы металла двигаются в разных направлениях, что может вызвать захват посторонних частиц, неравномерность потока и следствие этого - пористость. Образованию пористости способствует повышенная текучесть металла, т.е. его слишком высокая температура.
Величина каналов питания должна быть достаточной для наполнения модели металлом.

Если
модель имеет разную толщину в разных
местах, необходимо обеспечить несколько
питающих каналов, прикрепленных к частям
модели с наибольшей толщиной - жидкая
масса должна проходить из участка с
большей толщиной в меньшие, и никогда
наоборот.

Рис.1 Рис.2 Рис.3
Рис.1 – неверное расположение литника.
Рис.2 и 3 –правильное расположение литников.
Металл начинает затвердевать в местах с наименьшей толщиной. Изделие становится неполным и пористым, если температура формы и металла слишком низки. Питающие каналы должны выходить в наиболее крупные части модели.
При сборке «елочки» используют 3 условных варианта наборки восковок:
- вертикальными рядами;
- горизонтальными рядами;
- в шахматном порядке.
Выбор варианта наборки зависит от ассортимента восковок с учетом возможности максимально плотной наборки. При этом восковки не должны касаться друг друга. Расстояние между ближайшими точками модели должно быть не менее 3 мм. При размещении восковки на стояке необходимо учитывать возможность для выхода воздуха при вибровакуумировании «елочки» из углублений в восковке.
Для
сборки моделей в блок восковой стояк
укрепляют в специальном приспособлении
- держателе. Держатель устроен так, чтобы
при сборке восковой ёлки, литник с
уплотнителем можно было поворачивать
вокруг нескольких осей. Затем тонким
лезвием электрошпателя касаются
одновременно питателя модели и посадочного
места. После этого нож быстро убирают,
а соединяемые части слегка прижимают
одна к другой до застывания воска в
месте припайки. Операцию повторяют,
поворачивая «ёлку» по мере необходимости,
пока стояк не будет заполнен полностью.

Восковая ёлка должна собираться из восковых моделей приблизительно одинаковой толщины стенок в сечениях, т.к температура заливки металла устанавливается в зависимости толщины стенок моделей.
Если в одной опоке необходимо отлить модели с разной толщиной стенок, то тонкие модели следует разместить на вершине «ёлки» и ближе к стволу, а толстые ближе к внешней стороне, т.к в центре опоки более высокая температура.
Толстые восковые модели не должные размещаться своими большими поверхностями близко друг к другу. Желательно большие поверхности одних моделей размещать рядом с малыми поверхностями других.
Восковые модели следует располагать под острым углом к стояку (60° - 80°), это облегчает выжигание воска и способствует более плавной заливке металла по всем частям модельной полости.
Расстояние от верхушки литниковой чаши до нижнего ряда восковых моделей должно составлять не менее 10 мм, в связи с возможным образованием недоливов в нижнем ряду восковой ёлки.